

Technical Innovation & Field-Proven Practices in Steel Manufacturing
Surface scratches and equipment wear are persistent pain points in long product rolling production—they not only degrade steel surface quality, cut product grades and market value, but also accelerate equipment aging, drive up maintenance costs and cause unplanned downtime. From billet feeding to finished bar finishing and packaging, scratch and wear risks exist across the entire production process. This article dives into systematic, on-site validated solutions for scratch and wear resistance, combining material R&D, process optimization and equipment retrofitting to address real-world production challenges.
Core Pain Points: Scratch & Wear Hotspots in Key Process Nodes
Scratches and wear are widespread in long product rolling lines, with the most severe issues in high-speed, high-temperature and high-tension processes. Field practice has identified four critical problem areas:
- Rolling & Conveying
- Forming & Shaping
- Cooling & Finishing
- Transit & Connection
Root Causes: Nodulation/stuttering (sintering in heating equipment, oxide scale nodulation in annealing furnaces), unreasonable rolling channels (pass transitions, roller elevation deviations, speed mismatches), dynamic-static friction (baler extrusion, laying head speed mismatch), and mismatched process parameters (one-size-fits-all nozzles/laying pipes).
4 Core Solution Strategies: Scratch & Wear Resistance Reimagined
Targeting the unique characteristics and wear forms of different process nodes, we’ve developed four integrated technical strategies—from material selection to precision control—that deliver end-to-end scratch and wear resistance.

Strategy 1: Material Optimization – Soft & Hard Material Matching for Critical Nodes
The core logic: right material for the right job. Select soft or hard materials for scratch-prone areas based on wear form, stress characteristics and contact state, achieving adaptive contact between wear surfaces and rolled pieces.
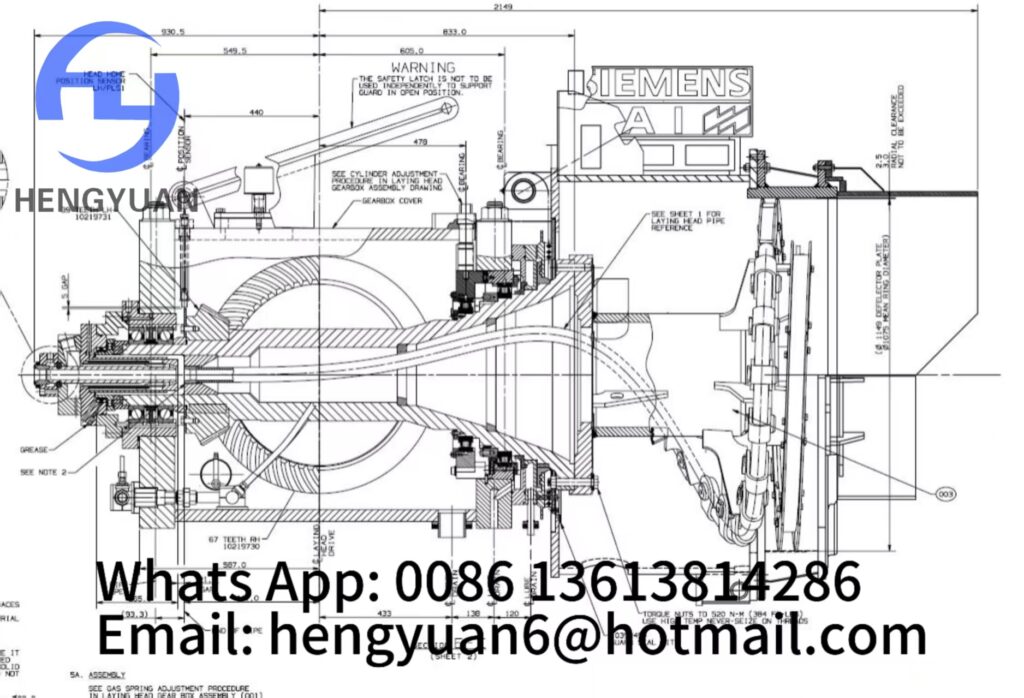
- Soft material application: For high-speed forming components (laying pipes, inner guide pipes), use materials with excellent toughness and friction compliance (supercritical boiler pipes, duplex stainless steel, heat-resistant cast steel). Worn soft materials quickly form a concave-convex matching friction surface, reducing hard contact scratches—ideal for small-spec, high-precision rolled pieces.
- Hard material & surface hardening: For key wear parts (laying disc outer circles, guide plates, protective cover inner walls, loop rolls), adopt surface hardening and high-hardness alloy materials. Guide plates for different laying head models (Danieli, Morgan) use 42CrMo and cast copper for enhanced wear resistance; surface-hardened loop rolls and cooling bed acceleration rolls see a dramatic extension of service life.
Strategy 2: Rolling Channel Upgrade – Sliding to Rolling + Precision Matching
Unreasonable rolling channels are the main cause of scratches and wear. The core upgrade focuses on optimizing contact forms and precision matching between channels and rolled pieces to eliminate contact wear at the source.
- Sliding → rolling friction: Add vertical rolls, guide rolls and free rolls to scratch-prone areas (cooling bed skirt plates, rolling channels) to reduce direct sliding contact. Ensure speed matching between free rolls and rolled pieces to avoid secondary scratches.
- Strict channel precision control: Optimize pass transitions (square to round) and guide installation accuracy to eliminate scratches from rolled piece deviation. Solve the “one-size-fits-all” problem with multi-spec nozzles (1.5-2x the rolled piece diameter) and two types of inner-diameter laying pipes for different bar specs.
- Reduce transit impact: Retrofit key transit equipment (coiling drums, billet conveyors) with buffer structures to reduce steel head impact and extrusion during conveying, eliminating mechanically induced scratches.
Strategy 3: Process Parameter Precision – Speed, Temperature & Matching Control
Field practice proves many scratches stem from mismatched process parameters and unstable operation control, not equipment wear. Key optimization points include:
- Speed matching: Achieve precise linear speed matching between pinch rolls, laying heads, loop rolls and rolled pieces. PDA curve comparisons show laying head motor torque and current are 5-8% higher during scratching—directly linked to speed mismatches.
- Temperature field control: Optimize cooling pipe types, high-pressure water descaling nozzle performance and heating furnace temperature control to reduce nodulation from uneven temperatures. Control billet heating temperature to minimize surface oxidation and burning.
- Daily precision inspection: Strengthen centering checks of rolling channels, wear inspections of guide parts and timely replacement of worn spares. Ensure roller and guide installation accuracy to eliminate deviation-induced sliding wear.
Strategy 4: Advanced Wear-Resistant Materials – Nano Cermet Alloy Metallurgical Bonding
With the development of material technology, metal surface ceramization has become the trend for engineering wear-resistant materials, overcoming the flaws of single metals (poor wear/high-temperature resistance) and ceramics (low toughness, high brittleness). Nano cermet alloys are the top choice for key wear parts, boasting exceptional performance:
- Core performance advantages: Composed of bonding and alloy phases with fine, uniformly distributed alloy particles, it reaches HRC 68-72 hardness and 1800-3000MPa bending strength—with excellent wear, high-temperature and corrosion resistance. A friction coefficient of just 0.15-0.2 (far lower than carbon steel and hard alloys) drastically reduces friction wear.
- Reliable metallurgical bonding: Forms a transition layer metallurgical bond with steel substrates (42CrMo), ensuring firm adhesion without delamination or peeling (a common issue with spraying/plating). It combines high hardness with good toughness, adapting to the complex stress environment of rolling lines.
- Field-proven results: Wear tests show nano cermet alloys have far less weight loss than YG8 hard alloys and carbon steel under the same load and friction time. It exhibits excellent corrosion resistance in 10% HCl and oxidation resistance at 900℃—perfect for the high-temperature, micro-corrosive, high-wear conditions of rolling lines.
Field-Proven Practices: Wear-Resistant Retrofitting for Key Components & Processes
Scratch and wear resistance solutions for long product rolling lines are practice-driven, with customized technical schemes for different processes and equipment. Typical retrofitting measures include:
- Laying head system retrofit: Equip two inner-diameter laying pipes for different rolled piece specs; harden laying disc outer circles and protective cover inner walls; optimize speed matching between pinch rolls and laying heads to reduce torque/current deviation and speed-induced scratches.
- Loop roll & cooling bed retrofit: Surface-harden loop rolls and cooling bed acceleration rolls; convert sliding skirt plates to rolling structures with guide rolls; embed standard wear-resistant plates in loop base plates for fast replacement and maintenance.
- Water cooling & descaling system retrofit: Equip multi-spec nozzles and add water-cooling section pinch rolls; optimize high-pressure water descaling to reduce oxide scale scratches on steel surfaces.
- Wear-resistant layer processing: Apply plasma welding, cladding and spraying to create integral, spiral and full-laying wear-resistant layers on key parts (outer/inner circles, planes, arc surfaces). Achieve nano cermet alloy metallurgical bonding on rollers and guides—extending service life by multiple times.

Supporting Technologies: Building a Closed-Loop Solution
Scratch and wear resistance in long product rolling lines is a systematic project that requires synergy across multiple supporting technologies to form a closed-loop solution:
- Anti-loosening & impact resistance: Strengthen fastener anti-loosening design and add buffer structures in transit links to reduce scratches from equipment vibration and mechanical impact.
- Assembly precision control: Strictly control installation accuracy of rollers, guides and passes to eliminate rolled piece deviation and reduce sliding wear.
- Wear-resistant material processing: Customize surface quenching, plasma welding and cladding for different contact surfaces (outer/inner circles, planes, arc surfaces, fillets, inclined planes). Balance wear resistance and toughness with 1mm quenched layers (HRC 54-56) on key parts.
- Real-time monitoring & predictive maintenance: Establish wear status monitoring for critical equipment (loop rolls, laying pipes) to enable predictive maintenance and timely spare replacement—avoiding production accidents from excessive wear.
Future Trends: The Next Generation of Scratch & Wear Resistance
Scratch and wear resistance directly impacts steel enterprises’ product quality and production efficiency. With the development of Industry 4.0 and smart manufacturing, the technology is evolving toward precision matching, material upgrading, intelligent control and systematic solutions:
- Passive maintenance → active prevention: Eliminate scratch/wear triggers through process parameter optimization and equipment precision retrofit, achieving proactive prevention of quality defects.
- Single material selection → systematic material matching: Scientifically match soft and hard materials for different process conditions; apply advanced materials (nano cermet alloys) to balance scratch resistance for rolled pieces and wear resistance for equipment.
- On-site retrofit → end-to-end optimization: Integrate rolling, conveying, cooling and finishing processes; optimize rolling channels and parameters across the entire production line to form a full-link, systematic scratch and wear resistance solution.
In the fierce market competition, improving long product surface quality and reducing comprehensive production costs are the core competitiveness of steel enterprises. The exploration and practice of scratch and wear resistance technology will continue to deepen with advances in material science and process optimization—driving the steel manufacturing industry toward high-quality development.
