
Oxide scale isn’t just a surface issue—it’s a critical bottleneck affecting resource efficiency, product quality, and sustainability in bar & wire rod manufacturing. Below is a concise, data-driven breakdown of its impacts, root causes, and actionable fixes tailored for global industry professionals:
🔥Impact 1: Wasted Resources & Lost Profits
Key Reality: 1-2% metal loss during heating is industry-standard. For a 2Mt/year mill, cutting loss by 0.5% adds 10,000 tons of steel—direct revenue growth worth millions.
Root Cause: High-temperature oxidation (above 600℃) reacts Fe with O₂, SO₂, CO₂, and H₂O in furnaces, forming FeO, Fe₃O₄, and Fe₂O₃ scales that are lost in subsequent processes.
Proven Fixes:
✅ Optimize Si/Cr/Ni ratios—Cr forms FeCr₂O₄ spinel; Ni enriches at oxidation interfaces to slow scale formation.
✅ Adopt “medium-temperature short-time” heating (1100-1200℃, ≤2hrs hold) to balance scale thickness and descaling feasibility.
✅ Deeply desulfurize furnace gas (SO₂ ≤50mg/m³) to reduce low-melting FeS and stop oxidation penetration.
🎨Impact 2: Poor Surface Quality & Corrosion Resistance
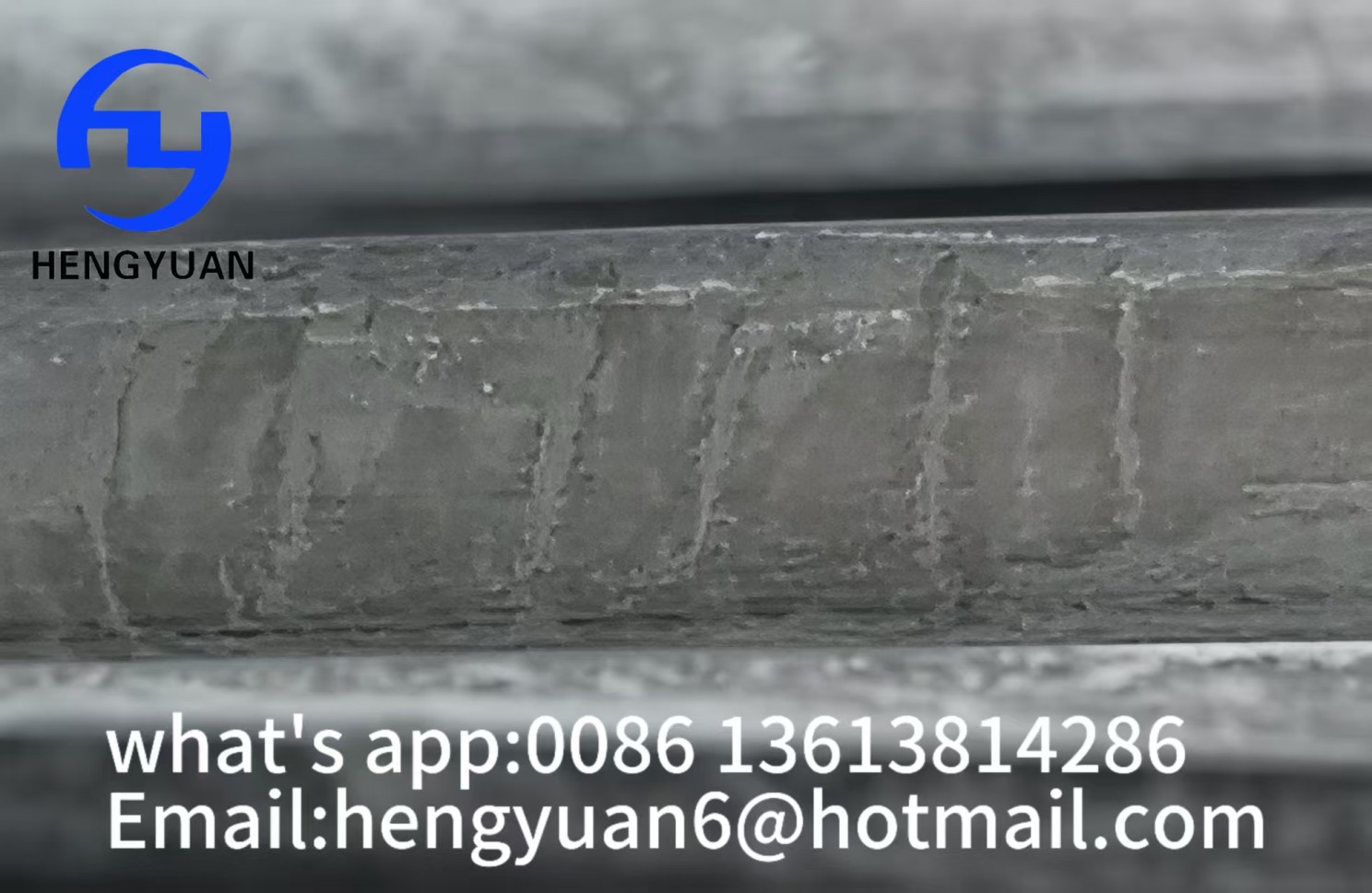
Key Reality: Spots, pitting, transverse lines, and red rust reduce product value, customer trust, and ability to win high-end orders.

Root Cause: Abnormal scale structures (e.g., anchor-like Fe₂SiO₄ from excess Si), inadequate high-pressure water descaling, and flawed post-rolling cooling create porous, rust-prone scales.
Proven Fixes:
✅ Fine-tune high-pressure water descaling (5-15° incident angle, 3-6mm overlap) with optimized nozzles for +15% impact force.
✅ Control cooling media (Cl⁻ <15mg/l, SO₄²⁻ ≤10mg/l) and rate (5-10℃/s) to avoid loose scales.
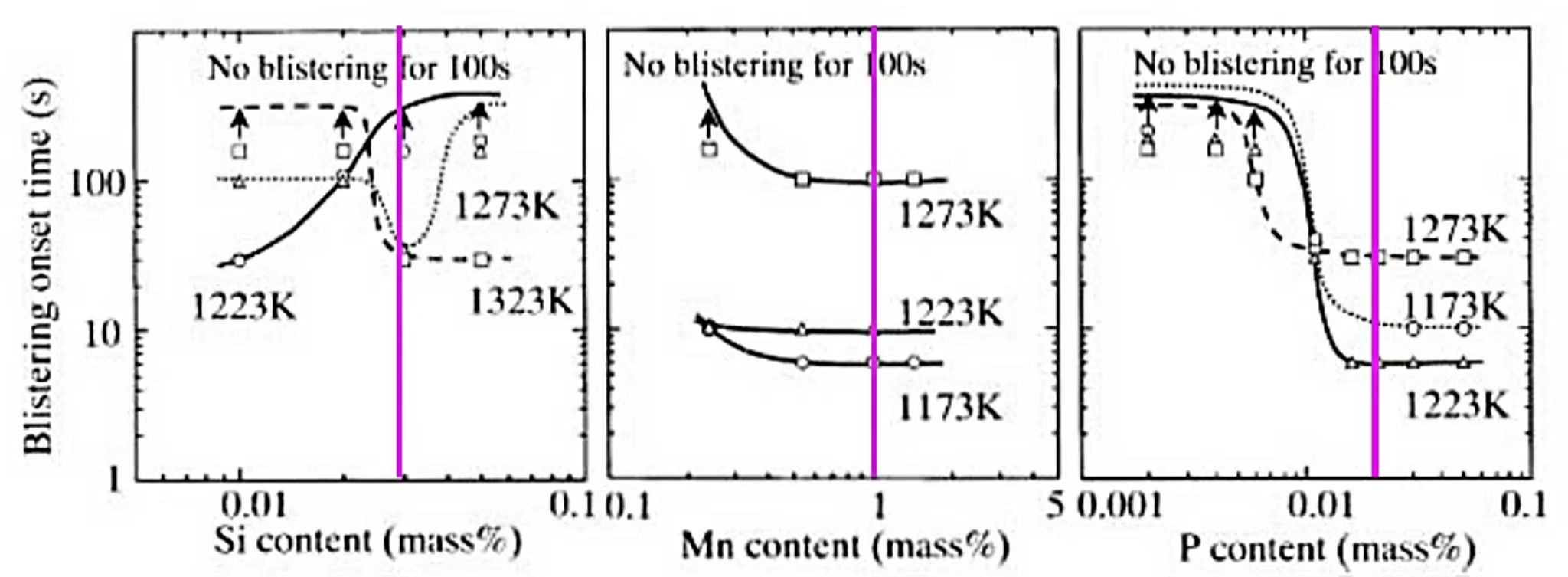
✅ Limit Si to ≤0.15% to prevent hard-to-remove Fe₂SiO₄.
⚙️ Impact 3: Uneven Scale Adhesion & Processing Failures
Key Reality: Inconsistent surface quality post-pickling causes fractures and dimensional deviations in deep processing (rework rates +10-15%).
Root Cause: Alloy segregation (e.g., Mn forming (FeMn)₂SiO₄), process fluctuations, and uneven descaling lead to non-uniform scale adhesion.
Proven Fixes:
✅ Precisely control Si (≤0.15%) and Mn (≤1.2%) for uniform scale-substrate bonding.
✅ Add reverse bending/brush equipment post water descaling to improve surface uniformity (Ra fluctuation ≤0.3μm).
✅ Standardize heating/descaling/cooling parameters (temperature variation ±20℃) for consistent scale control.
🧪 Core Oxidation Principles & Alloy Roles
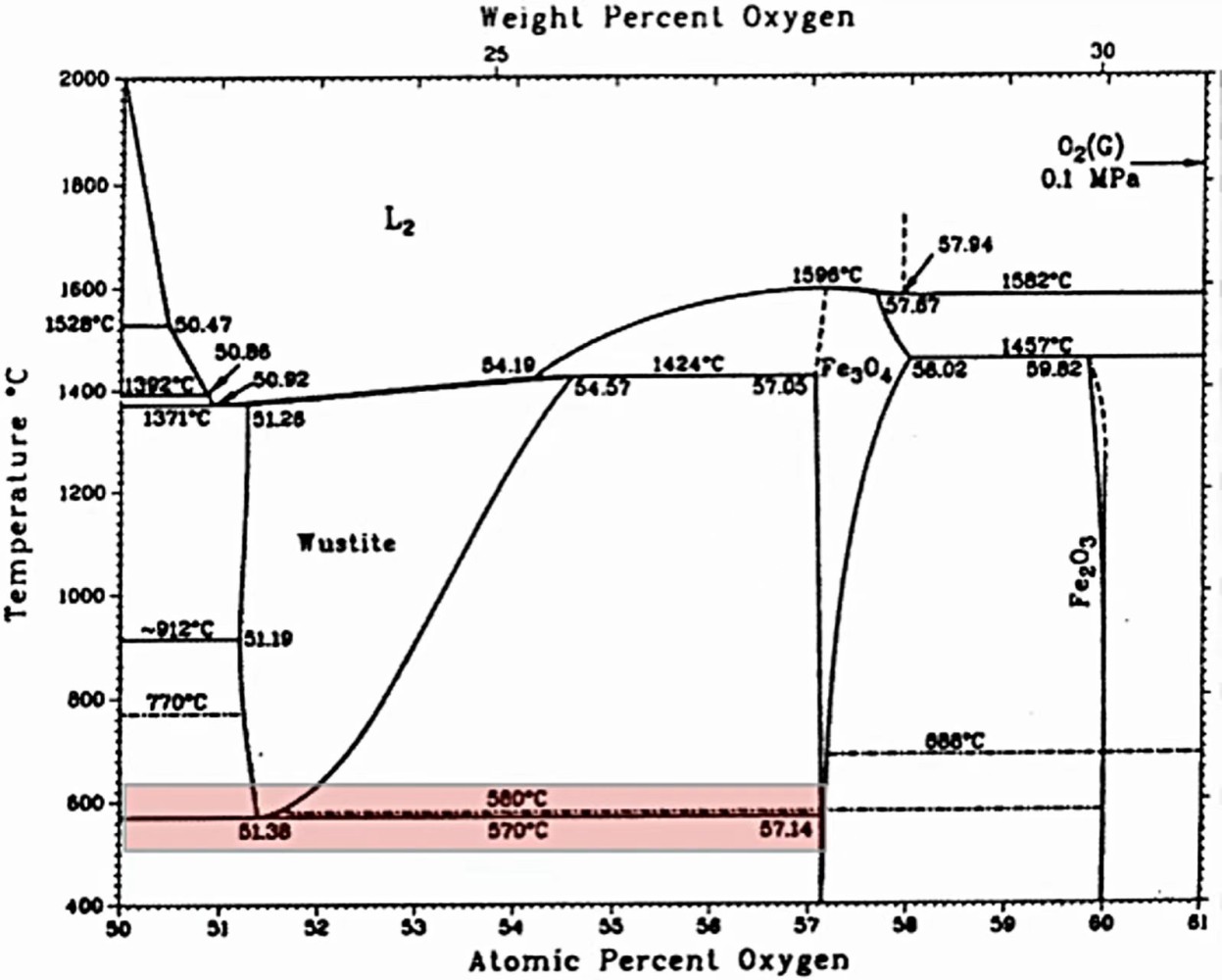
Oxidation Mechanics: Above 600℃, Fe transforms through FeO (23.26% O) → Fe₃O₄ (27.64% O) → Fe₂O₃ (30.04% O), with a eutectoid reaction (4FeO = Fe + Fe₃O₄) at 570℃.
Alloy Impact:
Harmful: Excess Si/Mn forms hard-to-remove composite oxides; low Cu/S enrichment weakens scale adhesion.
Beneficial: Cr/Ni inhibit scale formation—Cr reduces scale thickness from 48μm to 30μm; Ni enriches at interfaces to block oxidation.
📌 Final Takeaway
Oxide scale issues boil down to unbalanced “formation-adhesion-removal” control. The solution? A synergistic trio: alloy optimization + process standardization + equipment upgrade. This approach cuts waste, boosts quality, and aligns with global trends of advanced manufacturing and sustainability.
Ready to optimize your process? Let’s connect to discuss tailored implementations!

hdipvQXNqMkMzeVqZFQ
Could you clarify what you mean?
I’m digging sv288com. The interface is pretty sleek.
Thanks for your recognition! If you need specific parameters or customized solutions—happy to share more practical details!